One-stop Bending Solutions For Wires, Tubes And Pipes
One-stop Bending Solutions For Wires, Tubes And Pipes
In the current industrial manufacturing field, using a pipe bending machine to bend stainless – steel pipe fittings is a very common technological operation. However, the wrinkling of pipe fittings has always been a major problem plaguing many manufacturing enterprises. It not only affects the appearance quality of products but may also reduce the structural strength and performance of pipe fittings. As a result, it increases production costs and delays the production schedule.
Causes of Wrinkling in Pipe Bending
Uneven Wall Thickness: When there are differences in the wall thickness of the pipe, the stress borne by each part of the pipe cannot be evenly distributed during the bending process. Especially in the areas with thinner walls, under the action of bending stress, they are more likely to wrinkle and deform due to excessive pressure.
Mismatch between Hardness and Toughness: Some stainless – steel materials, such as martensitic stainless steel, have relatively high hardness but low toughness. When subjected to bending stress, these materials are difficult to adapt to the stress changes through good plastic deformation. Therefore, compared with other materials, they are more prone to wrinkling problems.
Anisotropy: During the processing of stainless – steel pipes, due to the influence of processes such as rolling, anisotropic characteristics are formed inside the material, that is, there are obvious differences in mechanical properties in different directions. This anisotropy causes the deformation degree of the pipe to be inconsistent in different directions during bending, leading to uneven deformation and eventually causing the pipe to wrinkle.
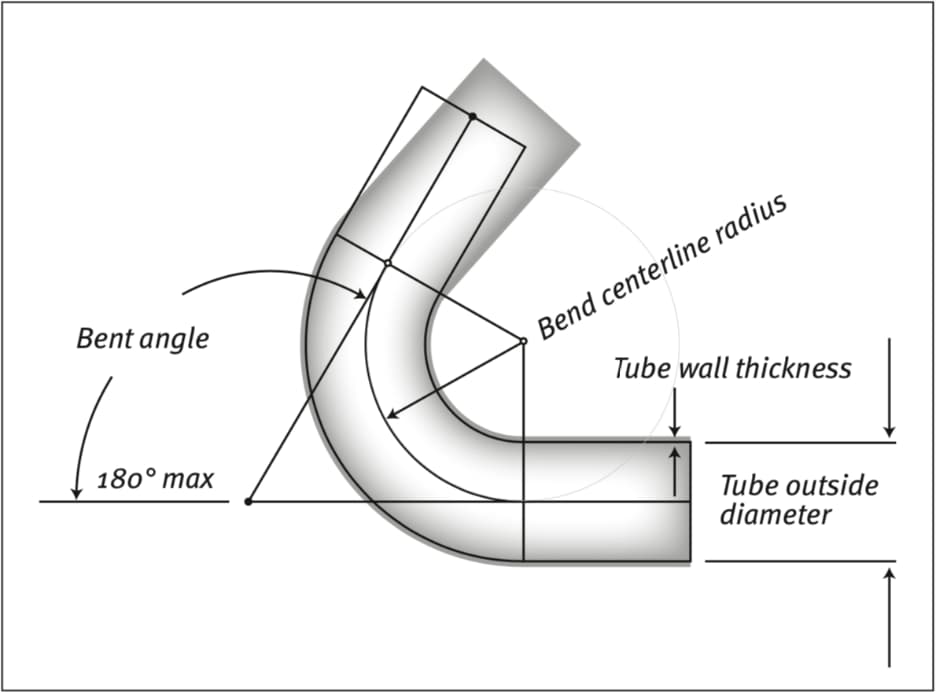
Too Small Bending Radius: The bending radius is one of the key parameters affecting the quality of pipe bending. When the bending radius is too small, the compression deformation degree of the inner side of the pipe fitting during the bending process will increase significantly, and a large amount of material will accumulate in the local area, eventually forming wrinkles.
Too Fast Bending Speed: If the bending speed is too fast, the pipe has to bear a huge deformation force in a very short time. In such a short time, the material has no time to undergo uniform plastic deformation, resulting in serious stress concentration in local areas, which is one of the important reasons for wrinkling.
Improper Mold Pressure: Mold pressure plays a crucial role in pipe bending. If the pressure is insufficient, the pipe will slide during the bending process and cannot deform according to the predetermined trajectory, resulting in uneven deformation and wrinkling. On the contrary, if the mold pressure is too large, the local part of the pipe will be over – squeezed, exceeding the bearing limit of the material, which is also likely to cause wrinkling.
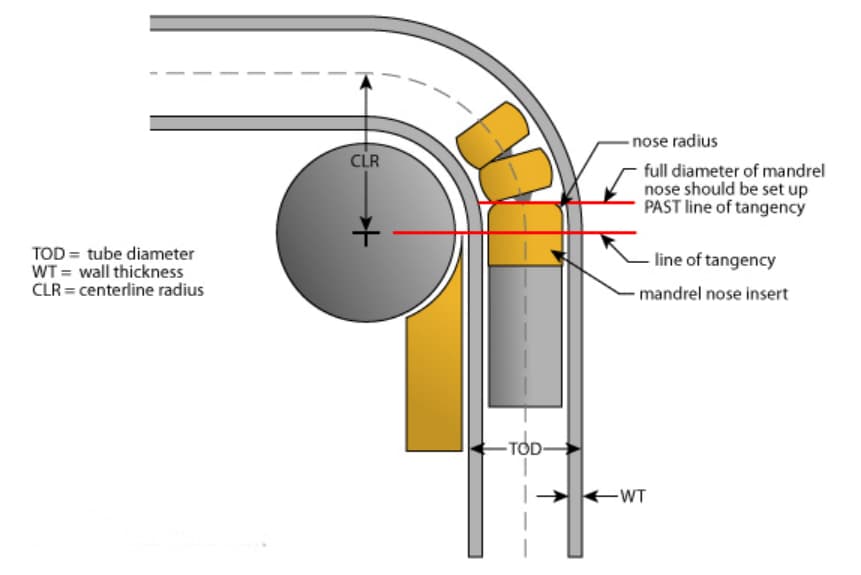
Mandrel Problems: The diameter, shape, and position of the mandrel all have a decisive influence on the supporting effect of the inner side of the pipe. If the diameter of the mandrel is too small, it cannot provide sufficient supporting force for the inner side of the pipe; if the shape of the mandrel is inappropriate and cannot fit closely with the inner wall of the pipe; or if the position of the mandrel is improper, all these factors will cause the inner side of the pipe to lose effective support during bending, leading to wrinkling.
Mold wear: With the long – term use of the mold, its surface will inevitably be worn. After wear, the mold surface is no longer smooth, which will greatly increase the friction between the pipe and the mold. At the same time, the dimensional accuracy of the mold will also decline, making it unable to ensure the uniform stress of the pipe during the bending process, thus increasing the possibility of pipe wrinkling.
4. Other factors
Insufficient lubrication: In the pipe – bending process, good lubrication between the pipe and the mold is an important condition to ensure the quality of pipe bending. If the lubrication is insufficient, the friction between the pipe and the mold will increase significantly, and the distribution of friction force will also become uneven during the bending process. This will easily lead to inconsistent resistance when the pipe is bent, ultimately causing wrinkling.
Pipe surface defects: If there are defects such as scratches and pits on the pipe surface, these defective parts will become stress concentration points during the pipe – bending process. When the pipe is subjected to bending stress, the stress will highly concentrate at these defects, far exceeding the stress level of other parts of the pipe, thus easily causing wrinkling.

Methods to Avoid Wrinkling
| Avoidance Method Classification | Specific methods | Detailed description |
| Material selection | Selection of high-quality pipe | Carefully selected wall thickness uniformity, material uniformity of the pipe, giving priority to good toughness of austenitic stainless steel, from the source to reduce the risk of wrinkling. |
| Process Optimisation
|
Adjust the bending radius | According to the specific specifications of the pipe and material properties, reasonable setting of the bending radius, be sure to ensure that the bending radius is not less than 2 times the outside diameter of the pipe, in order to ensure that the pipe fittings in the bending process of deformation uniformity. |
| Control bending speed | The use of relatively slow bending speed, to give the material enough time to carry out uniform plastic deformation, to avoid excessive speed resulting in stress concentration caused by wrinkles. | |
| Precise control of mold pressure | Through repeated debugging to find the most appropriate mold pressure parameters. Not only can ensure the stability of the pipe in the bending process without sliding, but also not due to excessive pressure resulting in local over-extrusion. | |
| Mold maintenance and improvement
|
Reasonable choice of mandrel | According to the inner diameter size of the pipe, accurately select the mandrel with matching diameter. When installing the mandrel, strictly in accordance with the requirements of the process to ensure that its reach distance is accurate, to provide reliable support for the inner side of the pipe. |
| Regular replacement of molds | Establish a perfect regular inspection system for the mold, and replace the mold in time once it is found to be worn out. Ensure that the surface of the mold is always smooth and the dimensional accuracy meets the requirements, so that the pipe is uniformly stressed during bending. | |
| Ancillary Measures | Adequate lubrication | In the pipe fittings surface and mold contact parts evenly coated with an appropriate amount of special lubricants, effectively reducing the friction between the two, to ensure smooth deformation of the pipe in the bending process. |
| Inspection of tube surface | Before processing, a comprehensive and detailed inspection of the pipe surface, and resolutely avoid the use of surface defects in the pipe, to prevent defects caused by wrinkles. |
In the actual production process, it is necessary to comprehensively consider the above – mentioned numerous factors. From the selection and procurement of materials, the precise setting of process parameters, the maintenance and management of molds to the implementation of various auxiliary measures, no single link can be ignored. Only by strictly controlling the quality of each link can we effectively solve the problem of pipe wrinkling during bending, significantly improve production efficiency and product quality, and enhance the enterprise’s competitiveness in the market.
If you have a need for bending stainless – steel pipes, welcome to consult Shanghai ANTISHICNC. We have rich experience in the manufacturing and application of pipe bending machines and can provide you with professional technical support.
For more information about pipe bending machine equipment, please visit https://cnpipebender.com/ or send an email to contact@antsmachine.com. Our engineers will provide you with a very comprehensive solution.
Welcome to subscribe to our YouTube channel: https://www.youtube.com/@antishicncmetalprocessingm9086/featured
Keywords: Anti-Wrinkling Mandrel Pipe Bending Machine, Stainless-Steel Pipe Bending Machine, Pipe Bending Machine for Boiler Manufacturing, Pipe Bending Machine for Power Construction, Pipe Bending Machine for Shipbuilding, Pipe Bending Machine for Power Construction
Our equipment has CE, ISO quality inspection certificate, so the quality is guaranteed to be cost-effective. According to different processing requirements, machines can be customized to fit for your usage, to provide customized services. In the processing period, we strictly control the production process, to ensure the quality of clearance, standardize the process, strict implementation.
